



Description
Sherline Rear-Mount Riser Cutoff Holder 1286
Rear-Mount Riser Cutoff Holder
Purpose of the Rear-Mounted Riser Cutoff Holder
The rear-mounted riser tool holder allows you to use the cutoff tool from the backside of the part while you have a headstock riser (P/N 1297) mounted on your lathe. Because the part is rotating “up” on the backside, the cutting blade must be flipped over in the holder so that the cutting tip faces downward. This special holder raises the tool the amount needed to put the tip of the tool back to centerline height with the headstock riser in place. This will save you time by allowing you to leave the cutoff tool holder mounted to the backside of the table while you use a regular riser tool post in its normal position on the front side of the part. A .040″ parting tool blade is included.
Mounting the Cutoff Riser to the Crosslide
The riser block is designed to be mounted on one T-slot as in the diagram to the right. This orientation offers more structural rigidity to the riser block and the clamping points that are in a direct line with the forces, which are exerted on the cutoff tool when it is in use.
Specifications
Body Material: Aluminum
Body Coating: Black Anodized
Body Dimensions (H x W x D): 3″ x 2″ x 1.25″
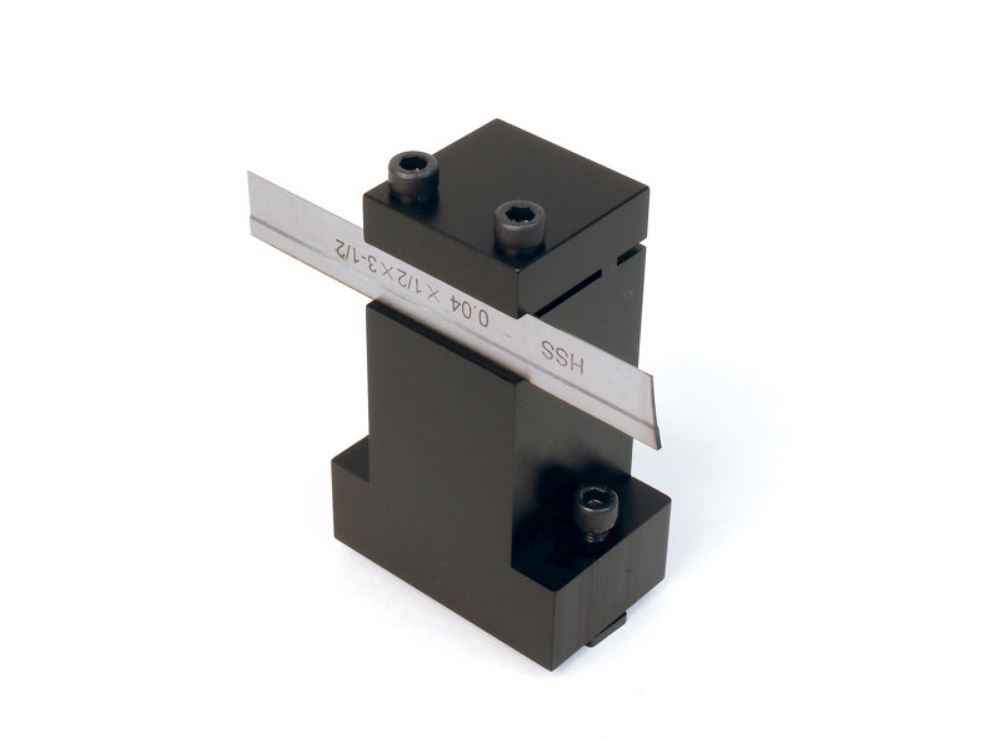
Cutoff Tool Blade Material: High Speed Steel
Cutoff Tool Blade Dimensions (thickness x height X length): .04″ x .5″ x 3.5″
Installing the Cutoff Blade
The blade is installed in the cutoff tool holder upside-down and the riser and holder are installed on the backside of the part. Using a parting tool upside down on the back offers the additional advantage of having the chips fall from the cut with the assistance of gravity, allowing for better chip removal. In addition, some prefer to leave the rear-mounted cutoff tool in place out of the way behind the part during other operations, keeping it handy for the parting operations.
Precaution:
Never use a parting tool on a part mounted between centers. The part can bind on the cutter and result in a scrapped part or a broken tool. A small amount of cutting oil is a must. Parting off free-machining material over a 1.00″ (25 mm) diameter will always be a problem on a machine of this size.








